压铸工艺参数的核算 发布时刻:2011-4-9 15:39:34 来历: 互联网文字【大 中 小】 文/哈尔滨爱迪压铸有限公司/朱丽、 刘维刚、 车雄伟、 迟兰成 摘要: 许多压铸企业的技术人员都很了解压铸工艺参数的核算与调理, 但在实践出产中往往凭仗经历, 经过查验产品的好坏来调理工艺参数, 为了费事而疏忽了工艺参数的核算,往往都是用很大的速度、 压力来使产品到达合格状况, 这样使机床、 模具损耗过快, 浪费资源。 关键词: 工艺参数、 压力、 速度、 时刻 在压铸出产中, 压铸机、 压铸合金和压铸模是三大要素。 压铸工艺则是将三大要素作为有机的组兼并加...
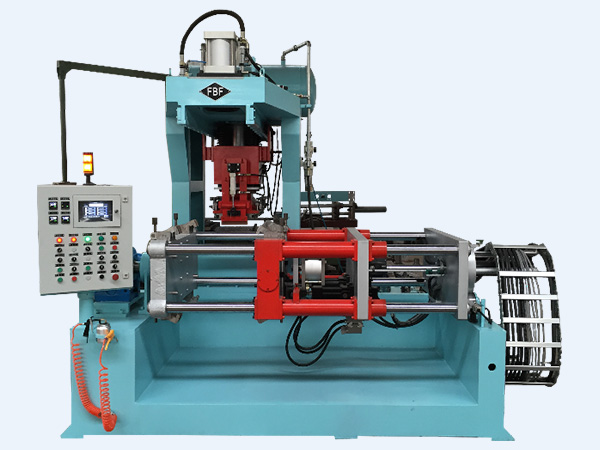
压铸工艺参数的核算 发布时刻:2011-4-9 15:39:34 来历: 互联网文字【大 中 小】 文/哈尔滨爱迪压铸有限公司/朱丽、 刘维刚、 车雄伟、 迟兰成 摘要: 许多压铸企业的技术人员都很了解压铸工艺参数的核算与调理, 但在实践出产中往往凭仗经历, 经过查验产品的好坏来调理工艺参数, 为了费事而疏忽了工艺参数的核算,往往都是用很大的速度、 压力来使产品到达合格状况, 这样使机床、 模具损耗过快, 浪费资源。 关键词: 工艺参数、 压力、 速度、 时刻 在压铸出产中, 压铸机、 压铸合金和压铸模是三大要素。 压铸工艺则是将三大要素作为有机的组兼并加以运用的进程。 压铸出产时液态金属充型的进程, 是许多对立着的要素得以一致的进程。 在影响充型的许多要素中, 首要是速度、 压力和时刻等, 经过速度的操控削减和消除压室内空气的卷进、 雾化型腔内残留的气体;经过压力的操控, 添加产品的密实度,削减缩孔的构成;经过时刻操控, 使产品不宜发生变型等缺点。 使用核算工艺参数来优化模具、 压铸机之间的匹配性。 因而, 只要对这些工艺参数进行正确挑选、 操控和调整, 使各种工艺参数满意压铸出产的需求, 才或许正真的确保在其他条件杰出的情况下, 出产出合格的压铸件。 本文经过以力劲公司出产的 DCC280 卧式冷室压铸机上所出产的水泵壳体产品(附图)为例, 粗略地介绍一下压铸出产中首要工艺参数的核算。 一、 速度参数 (1)低速速度 压射冲头将注入压室的铝液平稳地推移到内浇口方位, 使铝液彻底充溢到压射冲头与内浇口之间的压室空间内的进程便是低速进程(一般为 0.1-0.3m/s)。 设置时要注意避免空气卷进, 避免铝液温度下降, 导致过早凝结。 压室充溢度=注入分量/压室截面积×空打行程×溶液密度 X100% (压室充溢度的规范一般为 20-50%) 低速速度=0.7X压室直径/压室充溢度 例题: 压室直径: 50mm, 注入分量: 830g, 空打行程: 368mm, 压室截面积:(/4)×52=19.63cm, 溶液密度: 2.6 g/cm 压室充溢度=(830/196.63×36.8×2.6)X100%=44.18% 低速速度=(0.7X50)/44.18=0.122M/S (2)高速速度 压射冲头将铝液彻底充溢到压室内(一般为 1.5-2.5m/s)。 在铝液开端凝结之前, 铝液的流动性好, 压力的传递也好, 所以填充时刻越短, 越简单得到质量好的铸件。 A、 填充时刻 填充时刻=0.01x 产品壁厚 x 产品壁厚